Hemming Process Sheet Metal

Hemming Process In Press Brake Youtube
Press Brake Basics Bending Across The Hem
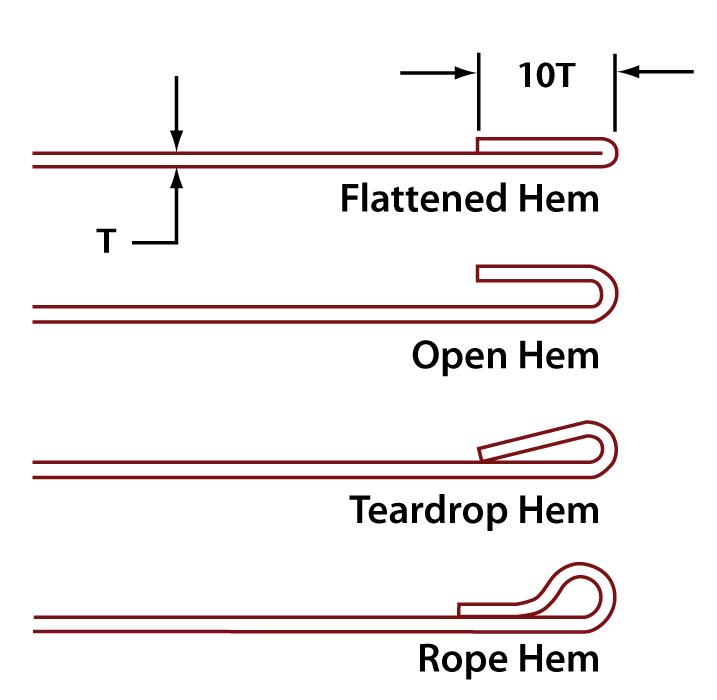
Sheet Metal Hems Sheetmetal Me
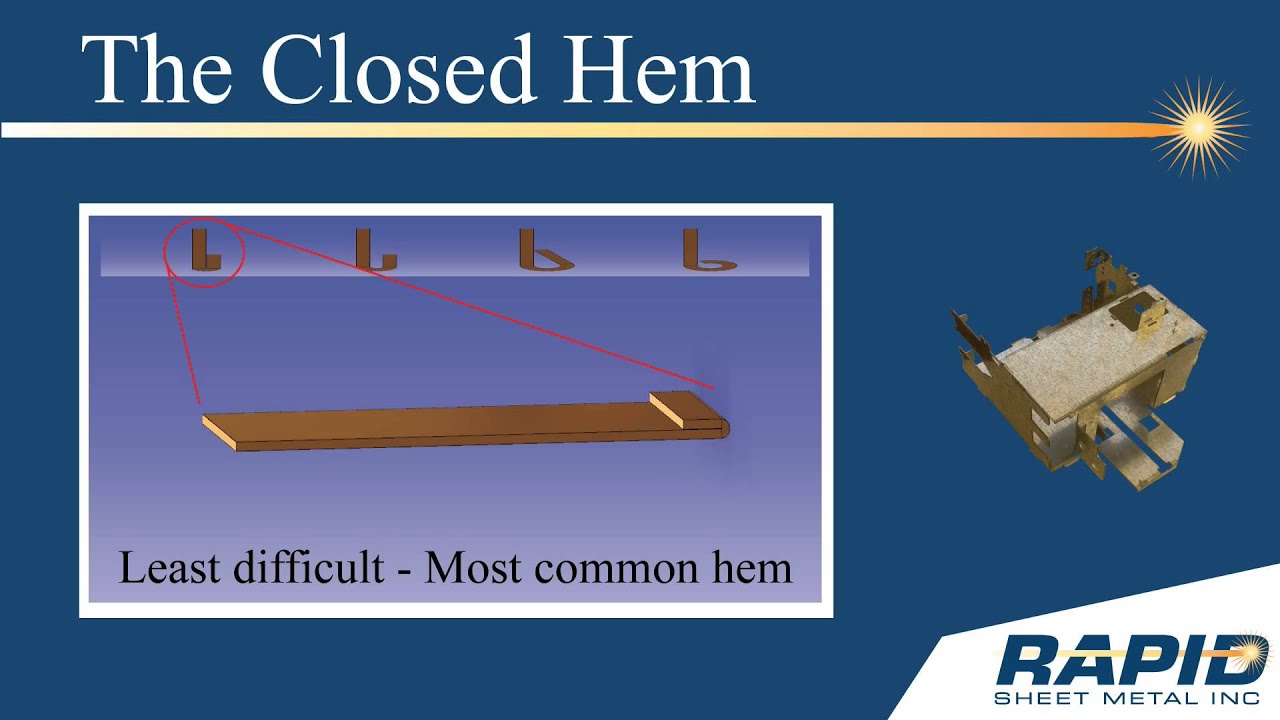
Rapid Sheet Metal Tech Tip Forming A Closed Hem Youtube

Pdf Detection And Characterization Of Surface Cracking In Sheet Metal Hemming Using Optical Method
Hemming And Seaming Wikipedia
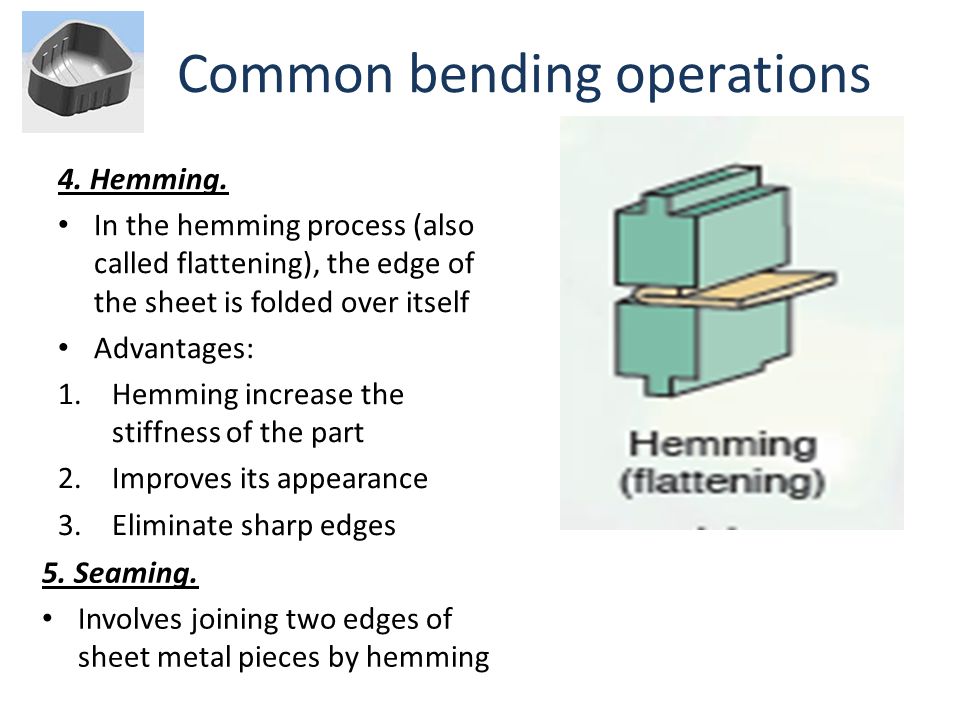
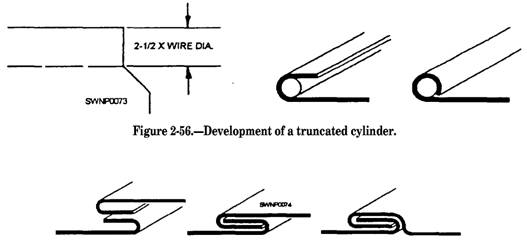
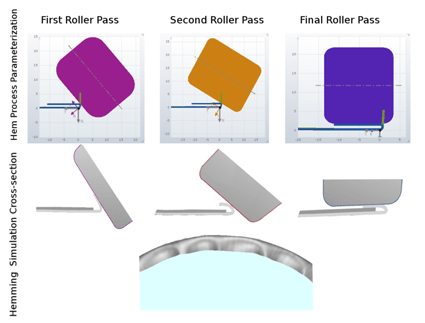
In the hemming process the bend is started with an acute tool set and then flattened in flattening dies figure 6.
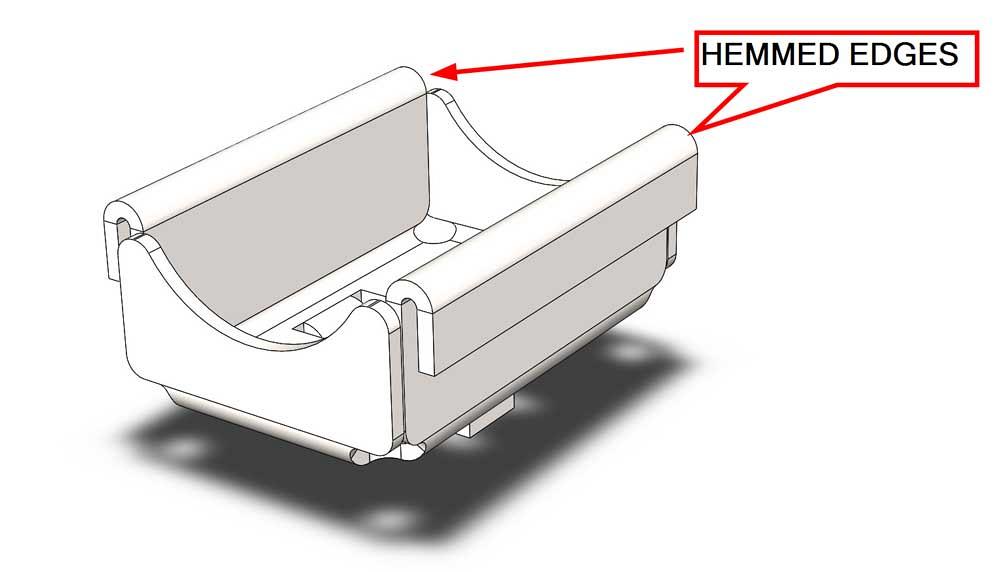
Hemming process sheet metal.
What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools

Sheet Metal Stamping 101 Part V
Sheet Metal Forming Process Chapter 7 Ppt Download
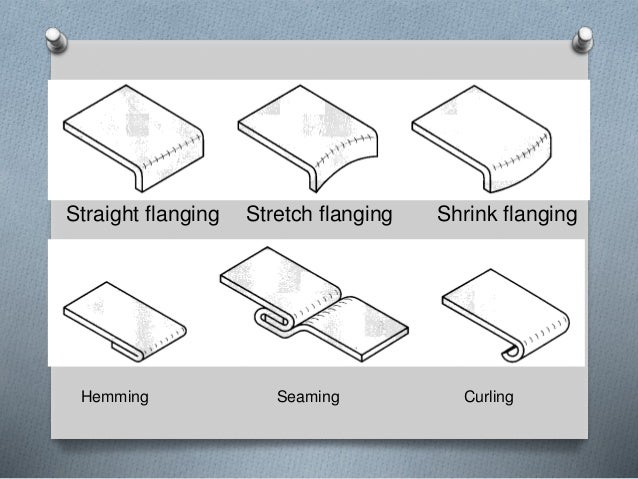
Fabrication Of Edges Joints Seams And Notches

Sheet Metal Manufacturing The Definitive Guide Blog

Hem Feature Design Guidelines In Sheet Metal Design Metal Sheet Design Sheet Metal Drawing Metal Design

Hemming Technology Fabricating Technology
Https Citeseerx Ist Psu Edu Viewdoc Download Doi 10 1 1 103 6004 Rep Rep1 Type Pdf
Sheet Metal Forming And Operations
Curling Sheetmetal Me

Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctkdiwb4p77pfq Jmsuaewymcjocyjgqaqcfw Usqp Cau

Sheet Metal Design Guidelines By Dfmpro

Rapid Sheet Metal Tech Tip Forming An Open Hem Youtube
Https Aip Scitation Org Doi Pdf 10 1063 1 4806848

Metal Forming Application Livermore Software Technology Corp
Hemming Feasibility Formingworld

A Review On Mechanical Joining Of Aluminium And High Strength Steel Sheets By Plastic Deformation Sciencedirect

Design For Manufacturing Curling And Hemming Sheet Metal Wirebiters
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrfm2cl4uh Elmvyszuehk6ynhndi52dv6r6lwowh7yl Fsqqpn Usqp Cau
Https Essay Utwente Nl 58315 1 Graduate Bjonkers Pdf

Sheet Metal Edge Finishing Tool Youtube

Rolleri Tools Hemming Tools Youtube

Sheet Metal An Overview Sciencedirect Topics
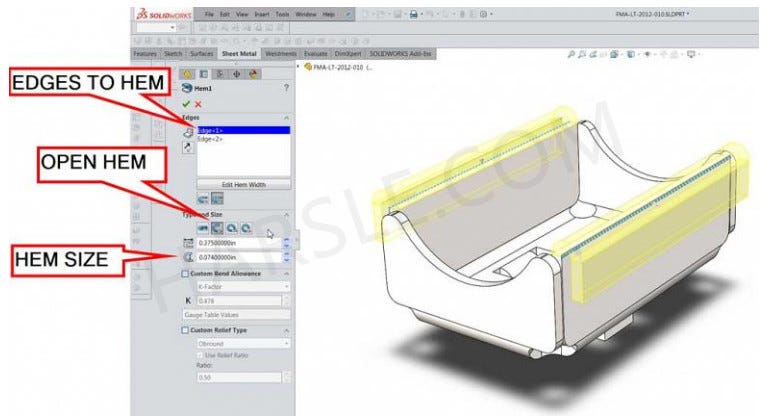
What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools By Harsle Harsle Medium
Source : pinterest.com
